超大厚板坯连铸技术
来源: 中国金属学会 发布时间:2024-07-02
一、研究背景及问题
超大规格高品质能源用钢板作为“大国重器”制造必需的高端材料,是实现能源装备大型化、保障国家能源安全、实现“碳达峰、碳中和”的关键。长期以来,要求心部韧性的超大规格钢板(厚度≥120mm或单重≥28吨)主要采用模铸生产,效率低、能耗大、成本高,成为钢铁行业急需突破的技术难题。与模铸相比,连铸具有机时产量高、成本低、成材率高、生产周期短的优点,机时产量可提升10倍以上,吨钢成本最少可降低1000元以上。因此,用连铸代替模铸就成为行业发展的必然趋势,但这在特厚板坯连铸装备及质量、特厚板心部组织细化及均匀化调控、典型产品研发及应用方面均存在重大难题。
国内外钢铁企业长期致力于连铸代替模铸技术生产超大规格能源用钢的研究和开发。但是,该技术长期踯躅不前,关键装备、核心技术和代表性产品研发亟待突破,主要面临如下难题:
(1)现存技术成本高,生产效率低
以往技术为了确保铸坯质量,超过400mm厚度的板坯连铸机一般多采用立式或立弯式连铸机,但存在着投资庞大,生产效率低的缺点。采用连铸代替模铸的新工艺来代替传统工艺生产超大规格高品质能源用钢板,仅仅是新品研发成功还远远不够,还需要解决配套的生产和使用工艺问题,需要证明新产品质量优良、可靠,才能够真正意义上实现产品的批量推广应用。本技术前该方面处于空白,研发推广方面存在巨大难题,需要上下游包括设计院全面验证才能实现。
(2)460×2600mm断面高均质直弧型特厚连铸坯制造装备与技术尚无先例
项目开展前,国际上仅迪林根采用立弯式连铸机生产450mm厚度连铸坯,极限宽度仅为2200mm。国内当时能够生产的连铸坯最大厚度仅400mm,为直弧型连铸机生产。由于内部和表面质量问题,据此生产的100mm以上厚度钢板的心部性能难以保证。相较于立弯式连铸机,直弧型板坯连铸机投资小、生产效率高,但连铸坯表面和内部质量控制方面技术难度更大。项目开展前460×2600mm断面的直弧型连铸装备和制造技术在国际上仍处于空白,存在诸多重大技术难题。
二、解决问题的思路与技术方案
中冶京诚自2009年开始,先后组织开展了立式1000×3000mm的半连续连铸、大单重新型水冷模铸、超大断面圆坯的立式连铸、铸坯大压下等等领域的技术研究,形成了一批关于超大断面连铸技术的研究成果。
中冶京诚通过自主研发和创新成功开发出世界首台最大规格460mm厚板坯连铸机。该套铸机设计过程突破了超厚板坯连铸设计理论的不足,解决了厚板坯连铸设计过程铸机拉坯力大、铸坯温度控制、变形控制等问题,攻克了生产大断面连铸坯时中心偏析、疏松级别高和表面易出现裂纹这一世界难题,产品质量优良。该套铸机采用直弧形机型,优选12m基本弧半径,通过CERI专有的辊列布置、连续弯曲和连续矫直方案,采用CERI自主开发的动态二冷和动态轻压下模型,利用CERI独特的铸坯导向段设计和控制等核心技术,实现微合金钢、模具钢等高品质钢种优化温度和裂纹控制的无缺陷铸坯生产技术,首次成功生产出了世界上直弧形连铸机型的最大厚度;同时针对连铸机的机型设计也完成了一次理论上的创新和认证,实现了理论上的飞跃,为同类型连铸机的优化、改造升级提供了理论上和实践上支撑。
三、主要创新性成果
1、国际上首次开发出460mm直弧型特厚板坯连铸机工艺装备技术
直弧形板坯连铸机具有冶金长度不受限制、生产效率高、同时基建投资低等优势。本技术团队根据自身装备情况和技术积累,提出了采用直弧形特厚板坯连铸机生产460mm特厚板坯解决高性能特厚板轧制坯料供应问题的总体开发思路。
本技术首先针对特厚坯生产过程中钢液流场、凝固过程及偏析分布、纯净度及铸坯变形特征等方面等开展基础机理研究,揭示出特厚连铸板坯在内部和表面质量方面的主要控制因素,为开发460mm厚度直弧形特厚板坯连铸机及大断面高品质连铸坯奠定理论基础;其次针对大断面特厚连铸板机开展超厚板坯连铸设计理论的研究,解决其厚板坯连铸设计过程铸坯温度控制、变形控制、铸坯质量控制、拉坯控制等问题,攻克生产大断面连铸坯时中心偏析、疏松级别高和表面易出现裂纹等世界级难题;以此为基础,对大厚度连铸板坯高洁净钢冶炼技术、高均质连铸坯配套连铸工艺技术进行专题开发,实现了460mm超大厚度无缺陷高均质特厚连铸板坯的产业化生产。
本研发项目特厚板坯连铸机铸坯厚度:370mm、400mm、460mm;铸坯宽度:1400~2600mm。因采用直弧形机型,连铸机冶金长度不受限制,故可设计较长的冶金长度,能够满足大规模生产的需求,年产量可达120万吨以上。
本研发项目特厚板坯连铸机生产的特厚板坯产品质量优异,钢种适应性广。中心偏析C类0.5级达到50%以上,B1.0级以上达到90%以上;中心疏松1.0级达到95%以上;铸坯合格率99.0%以上。轧制的模具钢产品最大厚度(保探伤合格)可达300mm。
460mm直弧形特厚板坯连铸机工艺和装备及生产工艺技术等技术开发,开创了短流程、低能耗、低排放和低成本的高性能特厚板坯制备的新工艺路线。
2、首创直弧型460mm特厚板坯连铸机机型,开发出大断面小曲率半径连铸机辊列、超弱二冷设计及动态控制技术、高坯温低应变连续矫直技术等系列核心关键技术。
(1)中间罐冶金和结晶器冶金技术
常规中间罐设计规格工作容量约38t,工作液面深度为约1200mm。考虑到特厚板坯对夹杂物控制的需求,开发设计了超大容量中间罐。通过中间罐流场仿真分析优化罐形设计,中间罐的工作液面深度超过1400mm,工作容量达50t级别,为钢液内的大型夹杂物聚集上浮创造更有利的前提条件;中间罐内优化设置挡渣墙和堰,增加钢水停留时间,实现钢液成分、温度均匀,使钢液中夹杂物充分上浮,从而净化钢水。
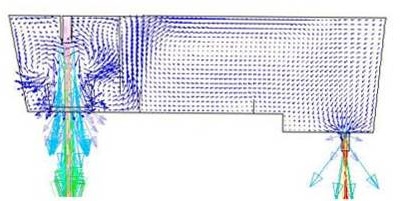
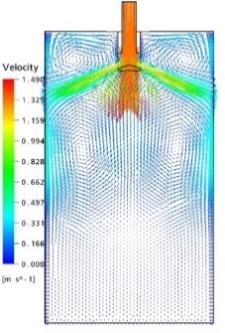
图1 中间罐及结晶器内流场仿真
对于钢液由中间罐进入结晶器,通过仿真分析优化设计浸入式水口的插入深度和水口角度,另一方面避免液面过于活跃从而造成卷渣;另一方面防止液面过冷进而影响铸坯表面质量;而且通过结晶器流场优化促进钢液内夹杂物上浮去除,从而有效提升铸坯质量。
(2)高刚度均匀冷却结晶器开发
针对特厚板坯连铸结晶器内铸坯均匀冷却和铜板热变形难于控制的难题,项目组通过模拟仿真手段,对结晶器铜板建模进行热力耦合分析,优化结晶器铜板结构设计,开发出高刚度均匀冷却结晶器,保证结晶器内铸坯均匀冷却,有效控制了铜板变形,达到了保证铸坯质量的目的。
(3)高精度非正弦结晶器液压振动
针对特厚板铸坯拉速慢、弯月面冷却强度大、保护渣化渣条件差的难题,开发出高精度非正弦结晶器液压振动工艺及装备,实现特厚板的保护渣最佳润滑生产,保证了特厚板坯在超低拉速情况下表面质量。
(4)创新辊列设计,打破传统设计理论,创新性地提出采用12m基本弧半径的生产460mm铸坯的直弧形辊列设计技术。
本辊列设计通过采用较长的连续弯曲区(~2900mm)和较长的连续矫直区(~3700mm),同时采用密排辊设计,实现了460mm特厚铸坯的连续弯曲、连续矫直,有效地控制了铸坯的鼓肚变形,确保了铸坯内部和表面质量的无缺陷设计。
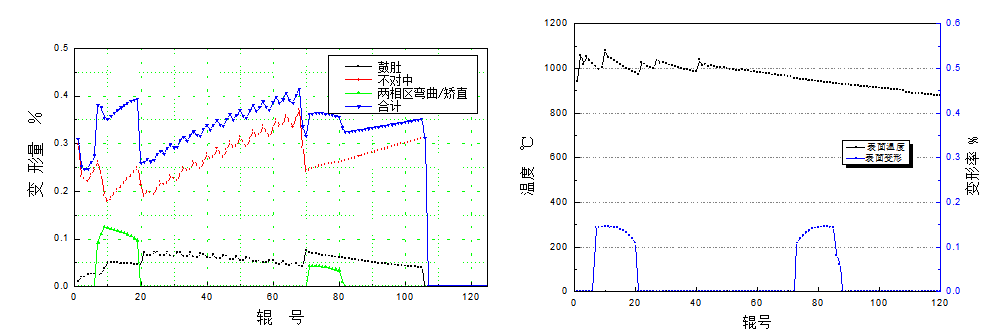
图2 两相区综合变形量及最大变形速率
通过校核和优化设计,使其两相区综合变形量控制在0.42%以下,有效地降低弯曲变形和矫直变形;使最大变形速率达10-5 s-1级别,远小于允许值;同时铸坯的表面变形仅0.15%左右。这种优化设计既减轻了扇形段辊子的受力,又充分保证了各特殊要求的厚板钢种铸坯的表面和内部质量。
(5)“三高”大压下扇形段装备技术
针对特厚板大压下扇形段装备技术空白,项目组通过模拟仿真手段,开发出高强度、高刚度、高精度的“三高”大压下扇形段装备技术,解决了大压下扇形段刚度与密排辊支撑间相互制约的矛盾问题,为大压下的实施以及最终改善铸坯中心偏析及中心疏松提供可靠的装备保障(图3)。
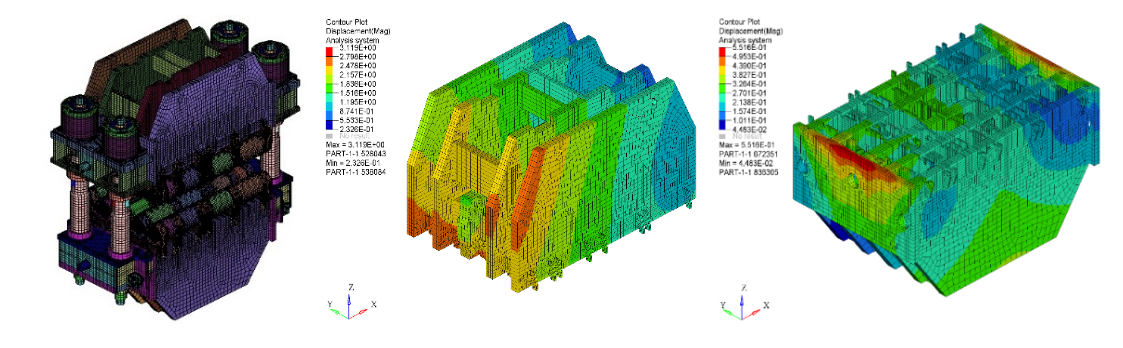
图3 大压下扇形段CAE分析
(6)特厚板坯凝固进程和高均匀性表面温度控制技术
针对特厚板坯凝固角部过冷倾向大极易在弯曲和矫直过程中产生表面裂纹难题,基于“上部强冷、下部弱冷”原则建立凝固传热模型,开发出特厚板坯凝固进程和高均匀性表面温度控制技术,有效控制铸坯纵向冷却速度和回温以及横向温度均匀性,解决了特厚板坯裂纹敏感钢种的角部、表面以及内部裂纹问题。
(7)超弱二冷及动态控制技术
针对特厚板坯矫直温度低易产生裂纹及连铸生产过程中各不稳定因素影响,基于凝固传热模型开发出特厚板坯连铸超弱二冷及动态控制技术,解决了矫直裂纹难题,克服了生产过程中各不稳定因素对铸坯表面及内部质量影响(图4)。
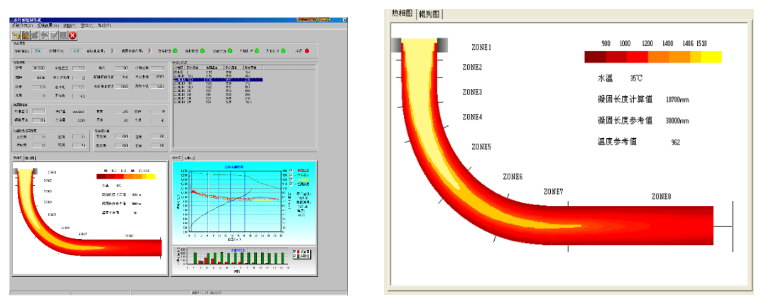
图4二冷动态控制画面和三维模拟
(8)特厚板坯凝固末端重压下工艺技术
针对特厚板坯内部质量难以控制和保证的关键难题,从工艺理论、关键技术、核心装备和控制模型等方面进行系统研发,开发出了具有完全自主知识产权的特厚板坯凝固末端动态重压下工艺技术。动态压下模型可计算出每一具体时刻的两相区位置,动态地在铸机扇形段一定范围内(约2~4个扇形段长度)进行连续大变形压下(如15~30mm),使坯壳变形有效地渗透到铸坯的芯部,进一步改善铸坯芯部偏析疏松、焊合凝固缩孔、提升铸坯致密度和均质度。从而大大改善了特厚铸坯的芯部质量,降低了轧制压缩比。
超厚压力容器钢14Cr1MoR钢460mm连铸坯低倍组织显示,中心偏析C类占比为85%以上,中心疏松0.5级占比99%,无其它连铸坯宏观缺陷,图显示连铸坯低倍中心偏析C类0.5级,中心疏松0.5级。(见图5)。
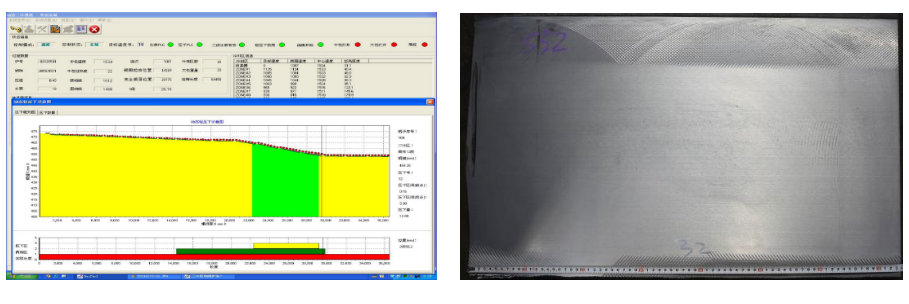
图5 460mm厚度铸坯重压下控制画面及效果
压下模型通过采集实时过程数据如拉速、温度、配水情况,结合钢种成份、铸坯规格,按热跟踪模型计算出实时两相区的位置,同时结合预给定的钢种压下标准,实时给出各扇形段的实际辊缝控制目标值,并交由扇形段执行,动态实现铸流的锥度和压下控制。
通过计算机模拟和现场射钉实验,结果证明该套动态二冷和凝固终点的计算基本吻合,完全能够指导生产实践和获得良好铸坯中心质量。
四、应用情况及效果
该成果完成了460mm厚度直弧型板坯连铸装备与工艺技术开发、连铸代替模铸生产超大规格能源用钢板的产品研发与推广应用,产品覆盖了海工、风电、压力容器等领域。先后在华菱湘潭钢铁有限公司、南钢和河北舞阳钢铁签约建设460mm厚度特厚板坯连铸装备。采用本技术大大降低了特厚板生产成本。以高强海工钢F690为例,与采用传统模铸大钢锭轧制工艺相比,特厚板产品制造成本节约3200元/吨,生产周期缩短1/3。以某业绩厂为例,采用本技术特厚板坯代替模铸工艺,在炼钢环节吨钢制造成本节约300元,轧钢环节成材率提升和降低燃气消耗合计节支约1100元,吨钢节支共计1400元,累计生产100万吨特厚板,已节支超14亿元。
本技术已获得授权专利7件,其中发明专利5件;主持及参与制修订国家标准5项;发表论文22篇;完成省级以上新技术鉴定10项,荣获国家科学技术进步奖二等奖1项、冶金科学技术奖一等奖1项、中冶集团科学技术奖一等奖1项。本成果的取得和应用,为我国钢铁行业特别是超大规格高品质钢板行业的的技术升级提供了范例,为大国重器的制造提供了更坚实的基础保障。
来源:中冶京诚工程技术有限公司
版权与免责声明
【1】本网站凡注明“学会秘书处”的所有作品,版权均属于四川省金属学会所有,未经书面授权,任何媒体、网站或个人不得转载、摘编或利用其它方式使用上述作品。已经本网站协议授权的媒体或网站,应在授权范围内使用上述作品,并注明“来源:四川省金属学会”。违者本网站将追究其相关法律责任。
【2】本网站凡注明“来源:XXX(非学会秘书处)”的作品,均转载自其它媒体,登载此作品出于传递更多信息之目的,不代表学会观点或证实其描述,不对其真实性负责。作品内容仅供参考,如转载稿件涉及版权等问题,请在两周内来电或来函与四川省金属学会联系。

